언어
언어
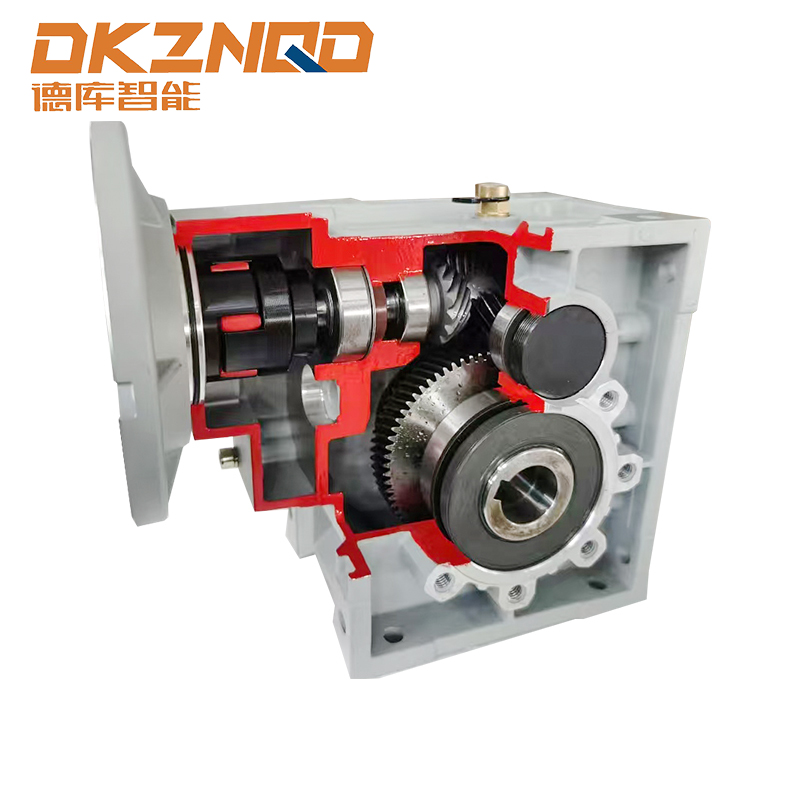
는 BKM 하이포이드 기어 감속기 독특한 하이포이드 기어 형상으로 인해 높은 토크 밀도와 부드러운 작동을 제공하는 중부하 산업 응용 분야의 중요한 구성 요소입니다. 그러나 모든 기계 시스템과 마찬가지로 성능과 수명을 저하시킬 수 있는 특정 오류 모드에 취약합니다. 피팅, 스코어링, 톱니 파손 및 베어링 마모와 같은 이러한 실패를 이해하려면 윤활 부족, 오정렬 및 작동 스트레스 요인을 포함한 근본 원인에 대한 체계적인 분석이 필요합니다.
1. BKM 하이포이드 기어 감속기의 가장 일반적인 고장 모드는 무엇입니까?
BKM 시리즈를 포함한 하이포이드 기어 감속기는 고부하 응용 분야용으로 설계되었지만 복잡한 기어 맞물림 동작으로 인해 뚜렷한 고장 패턴에 취약합니다. 마모와 구멍은 표면 피로를 유발하는 반복적인 반복 하중으로 인해 발생하는 가장 빈번한 문제 중 하나입니다. 기어 톱니 표면에 미세한 균열이 형성되어 결국 눈에 보이는 구멍으로 전파됩니다. 이는 부적절한 윤활 또는 마모성 오염물질의 존재로 인해 더욱 악화됩니다.
스코어링 및 마이크로피팅은 윤활막이 기어 톱니를 적절하게 분리하지 못해 금속 간 접촉이 발생할 때 발생합니다. 하이포이드 기어 고유의 높은 미끄럼 마찰로 인해 이 과정이 가속화되어 표면 스코어링이나 마이크로피팅으로 알려진 미세한 균열이 발생합니다. 톱니 파손은 흔하지는 않지만 치명적이며 일반적으로 갑작스러운 과부하, 부적절한 열처리 또는 오정렬로 인한 응력 집중으로 인해 발생합니다.
하이포이드 기어 감속기는 축방향 및 반경방향 하중을 지원하기 위해 정밀 베어링에 의존하기 때문에 베어링 고장은 기어 문제를 동반하는 경우가 많습니다. 오염된 윤활유, 부적절한 예압 또는 과도한 작동 온도로 인해 베어링 성능이 저하될 수 있습니다. 오일 누출은 기어 고장, 신호 씰 저하 또는 열팽창 불일치를 직접적으로 유발하지는 않지만 윤활유 부족 및 2차 손상을 초래할 수 있습니다.
2. 윤활은 BKM 하이포이드 기어 감속기의 수명에 어떤 영향을 줍니까?
윤활은 BKM 하이포이드 기어 감속기의 수명을 결정하는 가장 중요한 요소입니다. 하이포이드 기어 설계는 상당한 미끄럼 마찰을 발생시키므로 황-인 화합물과 같은 내마모 첨가제가 포함된 극압(EP) 윤활유가 필요합니다. 이러한 첨가제는 기어 표면에 보호층을 형성하여 높은 하중에서 금속이 직접 접촉하는 것을 방지합니다.
오일 점도 선택은 작동 온도와 부하 조건을 고려해야 합니다. ISO VG 220 또는 320 등급이 일반적이지만 추운 환경에서 저점도 오일을 사용하는 등의 편차로 인해 필름 두께가 부족해질 수 있습니다. 첨가제 고갈, 산화 및 오염을 모니터링하기 위해 정기적인 오일 분석을 권장합니다. 예를 들어, ISO 4406 청정도 코드를 초과하는 미립자 오염은 연마 매체로 작용하여 마모를 가속화할 수 있습니다.
자동화된 윤활 시스템은 산업 환경에서 주목을 받고 있으며 일관된 오일 공급을 보장하고 인적 오류를 줄입니다. 그러나 수동 유지 관리 체제는 운영 시간과 환경 조건에 따라 재급유 일정을 조정하여 엄격한 간격을 준수해야 합니다. 아래 표에는 BKM 하이포이드 기어 감속기의 주요 윤활 매개변수가 요약되어 있습니다.
| 매개변수 | 추천 |
|---|---|
| 윤활유 종류 | EP 기어 오일(ISO VG 220–320) |
| 첨가제 | 유황-인, 내마모제 |
| 청결도 기준 | ISO 4406: 18/16/13 이하 |
| 오일 교환 간격 | 5,000~10,000 작동 시간 |
3. 적절한 정렬과 설치로 BKM 하이포이드 기어 감속기 고장을 예방할 수 있습니까?
오정렬은 하이포이드 기어 감속기의 조기 고장의 주요 원인입니다. 입력 샤프트와 출력 샤프트 사이의 작은 각도 또는 평행 정렬 불량도 불균일한 하중 분포를 유발하여 특정 기어 톱니와 베어링에 대한 응력을 증가시킬 수 있습니다. 이는 과도한 진동, 소음 및 국부적인 과열로 나타납니다.
레이저 정렬 도구는 0.001인치 이내의 정렬 불량을 감지할 수 있는 정밀도에 대한 업계 표준이 되었습니다. 다이얼 표시기와 같은 기존 방법은 정확도가 떨어지지만 소규모 시스템에는 충분할 수 있습니다. 열적 성장도 고려해야 합니다. 높은 온도에서 작동하는 하이포이드 기어 감속기는 하우징 팽창을 경험하며, 이로 인해 작동 중에 정렬이 변경될 수 있습니다. 주변 온도에서 샤프트 오프셋과 같은 설치 중 사전 보상을 통해 이러한 영향을 완화할 수 있습니다.
장착 방법도 마찬가지로 중요합니다. 고르지 못한 볼트 조임이나 불안정한 기초로 인해 왜곡된 하우징은 내부 응력을 유발할 수 있습니다. 리듀서와 베이스 사이의 균일한 접촉을 보장하기 위해 심을 사용하는 소프트 풋 체크는 설치 중에 필수적입니다.
4. 고급 모니터링 기술이 BKM 하이포이드 기어 감속기의 서비스 수명을 어떻게 연장할 수 있습니까?
는 integration of Industry 4.0 technologies has transformed maintenance strategies for hypoid gear reducers. Vibration analysis remains a cornerstone, with accelerometers detecting early-stage gear tooth defects or imbalance. Frequency domain analysis helps distinguish between gear mesh harmonics and bearing faults, enabling targeted interventions.
는rmography complements vibration monitoring by identifying hotspots caused by friction or lubricant breakdown. Portable infrared cameras or fixed sensors can track temperature trends, with deviations from baseline indicating potential issues. Oil condition monitoring systems, equipped with IoT-enabled sensors, provide real-time data on lubricant viscosity, moisture content, and particulate levels. This facilitates condition-based maintenance, replacing fluids only when necessary rather than on a fixed schedule.
예측 유지 관리 플랫폼은 기계 학습을 활용하여 기록 및 실시간 데이터를 분석하고 오류 위험을 매우 정확하게 예측합니다. 예를 들어, 알고리즘은 증가하는 진동 진폭과 임박한 베어링 고장을 연관시켜 계획된 가동 중지 시간 동안 선제적인 교체를 유도할 수 있습니다.
BKM 하이포이드 기어 감속기 고장의 사전 예방적 관리는 적절한 윤활유 선택, 정확한 정렬 보장, 고급 모니터링 도구 채택 등 다양한 분야의 접근 방식에 달려 있습니다. 업계가 지속 가능성과 운영 효율성을 우선시함에 따라 예측 유지 관리의 역할이 확대되어 계획되지 않은 가동 중지 시간이 더욱 최소화될 것입니다. 디지털 트윈 시뮬레이션과 같은 미래의 발전은 이러한 전략을 개선하고 시나리오를 테스트하고 성능을 최적화하는 가상 모델을 제공할 것을 약속합니다. 고장 모드를 체계적으로 해결함으로써 운영자는 이러한 중요한 송전 구성 요소의 신뢰성과 수명을 극대화할 수 있습니다.
 2025년 6월 5일
2025년 6월 5일